







Ketika meja laser serat mengiris stainless pada 30 bar, setiap kaki kubik gas sangat berarti. Oleh karena itu, memilih yang benar kompresor untuk nitrogen pemotongan laser adalah kunci untuk memangkas kualitas, masa pakai nozzle, dan biaya energi. Di bawah ini Anda akan menemukan metode langkah demi langkah yang jelas yang memadukan data dunia nyata dengan pengalaman lapangan Keepwin.
1️⃣ Mulai dengan Tekanan dan Aliran
Manual OEM laser menentukan tekanan gas bantu berdasarkan ketebalan:
| Bahan | Tekanan Khas | Kisaran Aliran* |
|---|---|---|
| Baja ringan 3 mm | 18 bar | 25 SCFM |
| Tahan karat 8 mm | 28 bar | 45 SCFM |
| Aluminium 10 mm | 30 bar | 60 SCFM |
*Nilai dari catatan aplikasi Atlas Copco & PneumatechAntarmuka Logampneumatech.com
Pertama, tambahkan 10 % untuk kehilangan saluran. Angka yang dikoreksi itu memberi tahu Anda apakah Anda memerlukan kompresor nitrogen sendiri atau generator nitrogen bertekanan tinggi plus penguat.
2️⃣ Menyesuaikan Teknologi Kompresor dengan Siklus Kerja
| Skenario | Teknologi Terbaik | Mengapa |
|---|---|---|
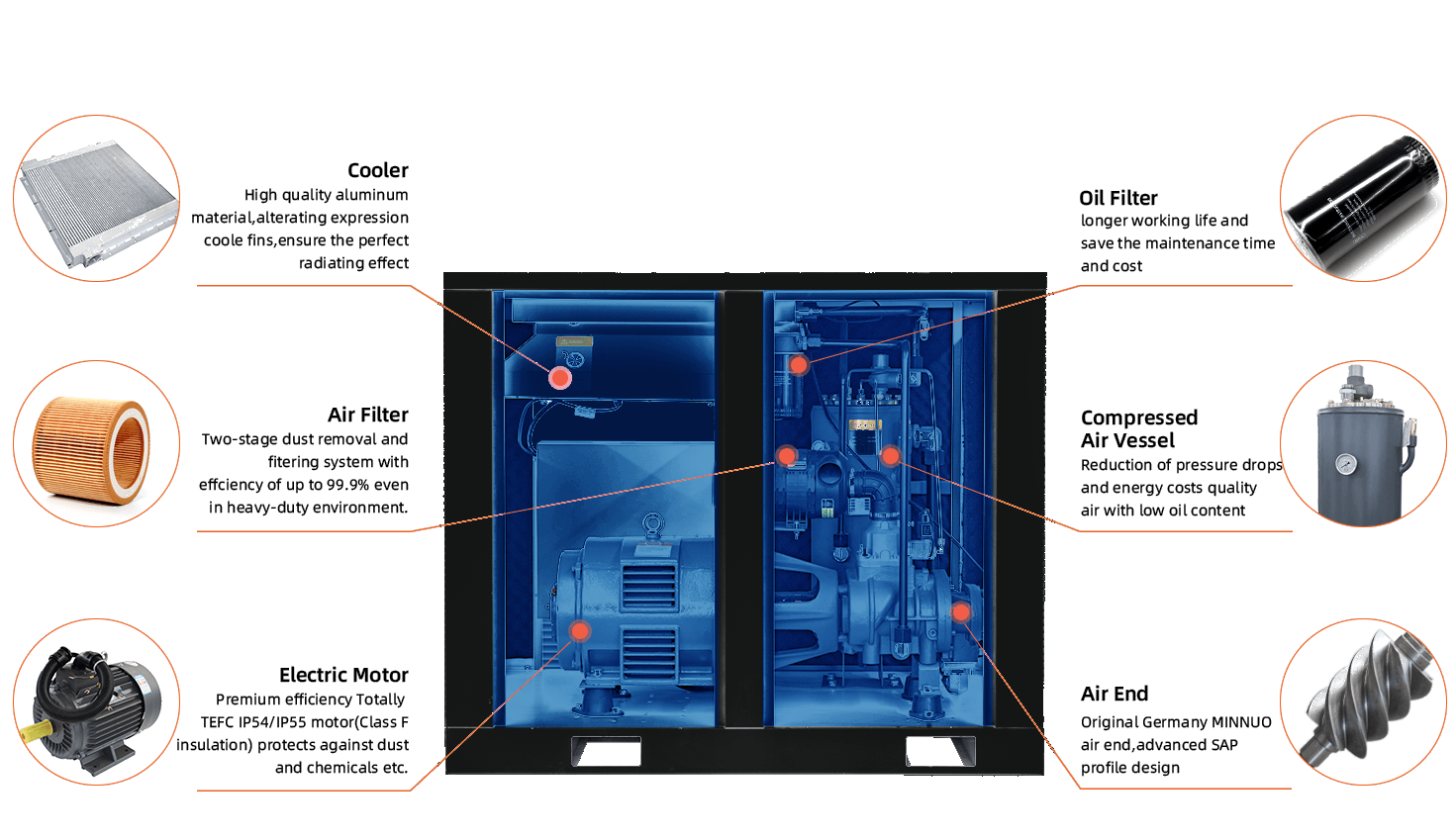
| Pemotongan berat 24/7 | kompresor sekrup bebas minyak | aliran kontinu, denyut rendah |
| Bengkel kerja yang terputus-putus | Piston dua tahap | belanja modal yang lebih rendah |
| Kemurnian sangat tinggi (>99,99 %) | Penguat diafragma bebas minyak | tanpa minyak, anti bocor |
Keepwin's KPL-75 kompresor sekrup menghasilkan 12 m³/menit pada 13 bar; dipasangkan dengan penguat 40 bar, ini memberi makan tiga kepala laser 6 kW secara bersamaan.
3️⃣ Pertimbangkan Generator Nitrogen Bertekanan Tinggi
Menghasilkan gas di tempat memangkas biaya tabung hingga 80 %. A generator nitrogen bertekanan tinggi menghasilkan 40-50 bar secara langsung, sehingga booster mengurangi daya dan panas yang tidak terlalu besar. Pilih PSA jika kemurnian di atas 99,9 % adalah wajib; pilih membran untuk 95-99 % dengan energi yang lebih rendah.
4️⃣ Ukuran untuk SCFM, Tidak Hanya Bar
Aliran dalam SCFM bervariasi dengan kemurnian. Potongan yang lebih tebal membutuhkan lebih banyak nitrogen per detik. Gunakan aturan cepat ini:
SCFM = Diameter nosel (mm) 2 × Tekanan (psi) 50\text{SCFM} = \frac{\text{Diameter nosel (mm)}^{2} \times \text{Tekanan (psi)}}{50}SCFM=50Diameter nosel (mm)2×Tekanan (psi)
Verifikasi dengan grafik OEM, lalu bulatkan ke atas 10 % ke kapasitas yang tahan lama.
5️⃣ Periksa Efisiensi Energi dan Penolakan Panas
Kompresor mengubah 80 % kW input menjadi panas. Tangkap dengan penukar panas pelat dan air proses pra-panas. Keepwin mengintegrasikan kit pemulihan panas yang membayar kembali dalam waktu kurang dari dua belas bulan.
6️⃣ Menuntut Kontrol Cerdas
Toko laser modern mengganti ketebalan sepanjang hari. PLC dengan VFD menyesuaikan RPM motor dalam hitungan milidetik, menahan tekanan ± 0,3 bar. Lebih sedikit siklus bongkar muat berarti lebih sedikit keausan dan lantai yang lebih tenang.
7️⃣ Verifikasi Dukungan Layanan dan Suku Cadang
Laser dapat bekerja 6.000 jam per tahun; waktu henti membutuhkan biaya yang sangat besar. Keepwin memasok suku cadang di seluruh dunia dalam waktu 72 jam dan menawarkan diagnostik jarak jauh melalui modul 4G - sangat penting untuk pabrik yang mati lampu.
🚀 Cuplikan Kasus Keepwin
Lokasi: Brasil, laser serat 12 kW
Perlu: 28 bar, 50 SCFM, kemurnian 99,9 %
Solusi: Sekrup bebas minyak + penguat piston 300-bar + generator PSA
Hasil: Biaya gas turun 67 %, kecepatan potong meningkat 15 % pada stainless 10 mm.
-
Konfirmasikan tekanan/aliran dari tabel material.
-
Pilih sekrup, piston, atau diafragma berdasarkan tugas dan kemurnian.
-
Gunakan generator nitrogen bertekanan tinggi ketika ROI < 24 bulan.
-
Tentukan kontrol VFD untuk penghematan energi.
-
Rencanakan interval pemeliharaan sebelum menandatangani PO.
Ikuti langkah-langkah ini dan Anda akan nitrogen pemotongan laser pasokan akan tetap tajam, efisien, dan dapat diandalkan.
Butuh Bantuan?
Bicaralah dengan teknisi Keepwin tentang kustomisasi kompresor untuk nitrogen pemotongan laser paket. Kami mengirimkan selip secara global dalam 45 hari.
📧 keepwin@keep-win.com🌐 www.keep-win.com
Potong lebih bersih. Habiskan lebih sedikit.
