







When a fiber-laser table slices stainless at 30 bar, every cubic foot of gas counts. Therefore, choosing the correct compressor for laser cutting nitrogen is the key to cut quality, nozzle life, and energy cost. Below you’ll find a clear, step-by-step method that marries real-world data with Keepwin field experience.
1️⃣ Start with Pressure and Flow
Laser OEM manuals specify assist-gas pressure by thickness:
| Material | Typical Pressure | Flow Range* |
|---|---|---|
| Mild steel 3 mm | 18 bar | 25 SCFM |
| Stainless 8 mm | 28 bar | 45 SCFM |
| Aluminum 10 mm | 30 bar | 60 SCFM |
*Values from Atlas Copco & Pneumatech application notesMetal Interfacepneumatech.com
First, add 10 % for line losses. That corrected figure tells you whether you need a nitrogen compressor alone or a high-pressure nitrogen generator plus booster.
2️⃣ Match Compressor Technology to Duty Cycle
| Scenario | Best Technology | Why |
|---|---|---|
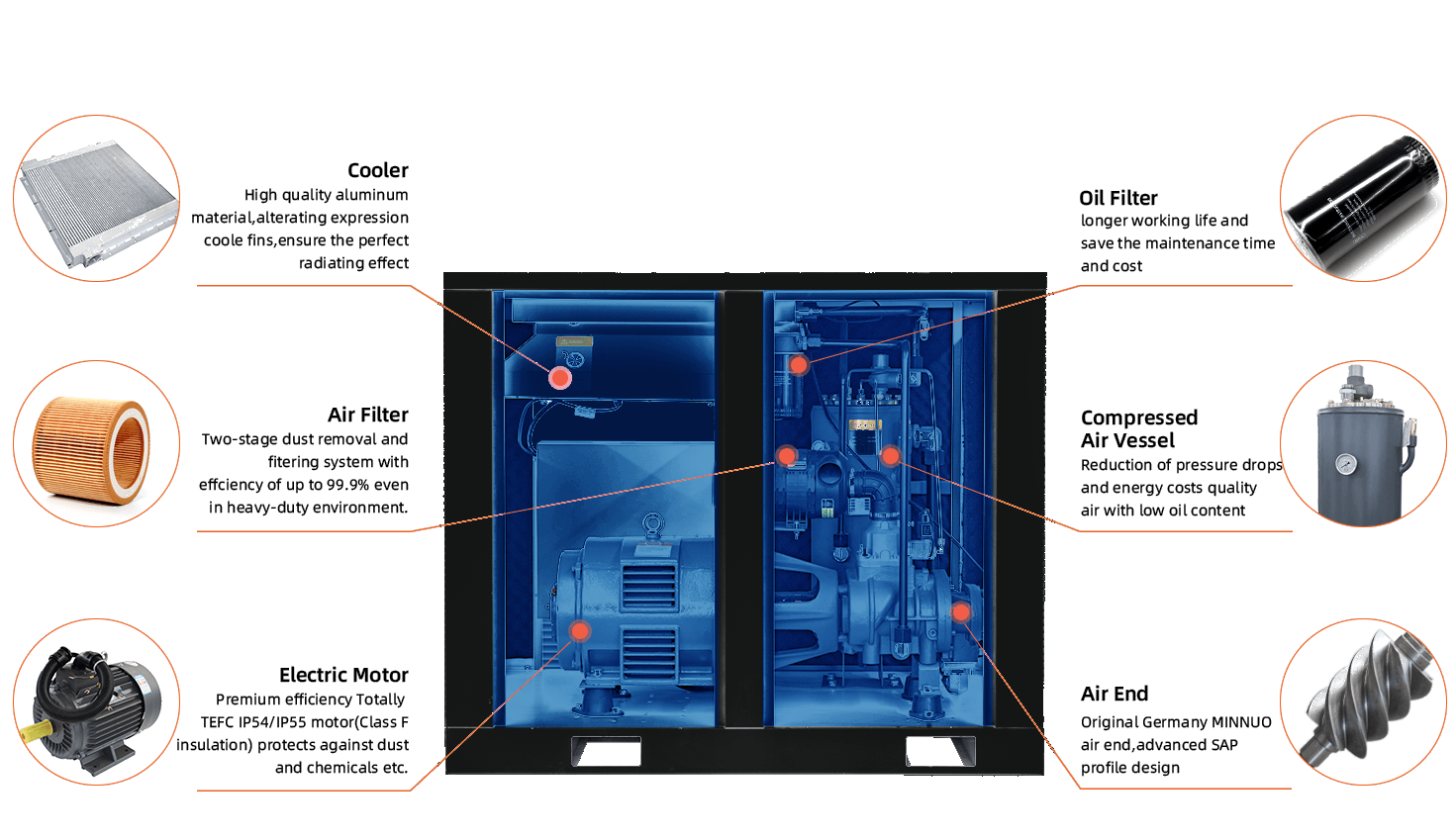
| 24/7 heavy cutting | oil-free screw compressor | continuous flow, low pulsation |
| Intermittent job shop | Two-stage piston | lower CapEx |
| Ultra-high purity (>99.99 %) | Oil-free diaphragm booster | zero oil, leak-tight |
Keepwin’s KPL-75 screw compressor produces 12 m³ / min at 13 bar; paired with a 40 bar booster, it feeds three 6 kW laser heads simultaneously.
3️⃣ Consider a High-Pressure Nitrogen Generator
Generating gas on-site slashes cylinder costs by up to 80 %. A high-pressure nitrogen generator outputs 40–50 bar directly, so the booster sees less work—saving power and heat. Choose PSA if purity above 99.9 % is mandatory; select membrane for 95–99 % at lower energy.
4️⃣ Size for SCFM, Not Only Bar
Flow in SCFM varies with purity. Thicker cuts need more nitrogen per second. Use this quick rule:
SCFM=Nozzle diameter (mm)2×Pressure (psi)50\text{SCFM} = \frac{\text{Nozzle diameter (mm)}^{2} \times \text{Pressure (psi)}}{50}SCFM=50Nozzle diameter (mm)2×Pressure (psi)
Verify with OEM charts, then round up 10 % to future-proof capacity.
5️⃣ Check Energy Efficiency and Heat Rejection
Compressors convert 80 % of input kW to heat. Capture it with a plate heat exchanger and pre-heat process water. Keepwin integrates heat-recovery kits that pay back in under twelve months.
6️⃣ Demand Smart Controls
Modern laser shops switch thicknesses all day. A PLC with VFD adjusts motor RPM within milliseconds, holding pressure ±0.3 bar. Fewer unload cycles translate to less wear and quieter floors.
7️⃣ Verify Service and Parts Support
A laser may run 6 000 hours yearly; downtime costs real money. Keepwin supplies worldwide parts within 72 hours and offers remote diagnostics via 4G modules—critical for lights-out factories.
🚀 Keepwin Case Snapshot
Location: Brazil, 12 kW fiber laser
Need: 28 bar, 50 SCFM, 99.9 % purity
Solution: Oil-free screw + 300-bar piston booster + PSA generator
Result: Gas cost dropped 67 %, cut speed improved 15 % on 10 mm stainless.
-
Confirm pressure/flow from material tables.
-
Choose screw, piston, or diaphragm based on duty and purity.
-
Use a high-pressure nitrogen generator when ROI < 24 months.
-
Specify VFD control for energy savings.
-
Plan maintenance intervals before signing the PO.
Follow these steps and your laser cutting nitrogen supply will stay sharp, efficient, and reliable.
Need Help?
Talk to Keepwin’s engineers about custom compressor for laser cutting nitrogen packages. We deliver skids globally in 45 days.
📧 keepwin@keep-win.com 🌐 www.keep-win.com
Cut cleaner. Spend less.
